商务部电话:15931706007
一、适用范围
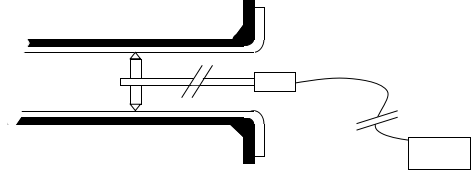
2、搭建施工平台
在工程施工负责人的指挥下搭建施工平台。
2.1在确保安全的前提下力求简洁明了。

|
组成
|
比例(%)
|
|
橡胶
|
44
|
|
无机补强材、充填材
|
43
|
|
金属氧化物
|
4
|
|
硫化剂
|
1
|
|
其它
|
8
|
|
合计
|
100
|
|
项目
|
单位
|
规格值
|
试验方法
|
|
颜色
|
—
|
黑
|
—
|
|
抗拉强度
|
Kgf/cm2
|
40以上
|
依据JIS K 6251
|
|
伸长率
|
%
|
300以上
|
依据JIS K 6251
|
|
硬度
|
—
|
52±7
|
依据JIS K 6253
|
|
粘接强度
|
Kgf/cm
|
6以上
|
依据JIS K 6256(90°剥离法)
|
|
使用温度
|
80℃左右
|
|
使用压力
|
-0.098MPa~0.98MPa
|
|
用 途
|
耐硫酸、耐含氟酸,适用于现场无蒸汽的场合
|
扫一扫,加微信










