0 引言
钛因其优良的耐腐蚀性而被大量用作各种化学反应容器、热交换器材料,但缺点是成本较高,而采用钛复合板则有效地解决了此问题。钛复合板是以钛材为覆层,碳素钢或低合金钢为基层,采用爆炸复合法或轧制压接法制成的一种新型双金属高效节能材料。钛复合板具有基层普通钢板的高强度和覆层钛金属的耐蚀性,它既可以节约大量的钛材,又能具有任何单一金属不具备的性能。因此,采用钛复合板制作的设备筒体、管板、封头相比采用纯钛,既能保证性能,工程造价也能显著降低。近年来,钛复合板已在石油化工、冶金、海洋工程等方面广泛应用,其中在制盐及化工制造的应用日益增多,掌握钛复合板的焊接工艺,可显著提升承接此类项目的技术能力,提高竞争力。
1 难点分析
1.1 钛材难点分析
钛具有很高的化学活泼性,与空气中的氧、氮、氢有极强的亲和力。超过600℃钛开始吸氧并使氧溶解到钛中。在300℃以上开始吸氢,在700℃以上开始吸氮。氧和氮会使钛强度和硬度增高而塑性降低,氮比氧的影响程度更大,氢会使焊缝金属的冲击韧性急剧下降,而塑性却下降较少,产生氢脆现象。同时,氢也是引发焊缝产生气孔和裂纹的根源。所以在熔化焊接过程中,应尽量降低氧、氮、氢的含量。
钛是有同素异形体转变的金属,并且它的熔点高,导热性差,冷却较慢。钛在882.5℃开始发生组织的固态转变,如果在液态转变为固态的时间增加(也就是在焊接时近缝区的高温停留时间较长),则冷却至室温后容易促使熔池结晶的柱状晶长大和接头热影响区加宽,出现晶粒粗大的金相组织,使焊接接头塑性下降。因此,焊缝质量的优劣还取决于焊接时焊缝所受到的热输入大小和焊缝强制冷却好坏的影响。
气孔是钛焊缝中常见和较难避免的缺陷,气孔生成的机制是焊接过程中溶入液态金属中的气体经过扩散、脱溶、成核、长大等过程而形成气泡。由于熔池的凝固结晶速度很快,长大的气泡来不及逸出液态金属时就以气孔的形式残留在固态金属中,所以应尽量减少酿成气孔的氢气和一氧化碳等气体的来源。
1.2 钛复合板难点分析
钛复合板焊接,难点在于钛与钢的过渡层处理。如直接采用熔化焊,在熔合区中会形成FeTi及Fe2Ti等脆性金属间化合物,这些金属间化合物和低熔点的共晶体将急剧提高材料的强度,而大大降低材料的塑性,直接影响焊接接头的力学性能。另外,由于钛与钢的热物理性能差异大,造成焊缝冷却过程中的收缩不均匀,产生较大的焊接内应力,严重时甚至导致焊缝开裂。因此,钛与钢直接采用熔化焊的方法形成连续的焊接接头几乎是不可能的。
本文从避免钛与钢直接相焊、减少钛吸收空气中氧、氮、氢的途径,缩短在高温中停留的时间、减少钛污染等几个方面来制订焊接工艺参数及相应措施。
2 坡口形式对比
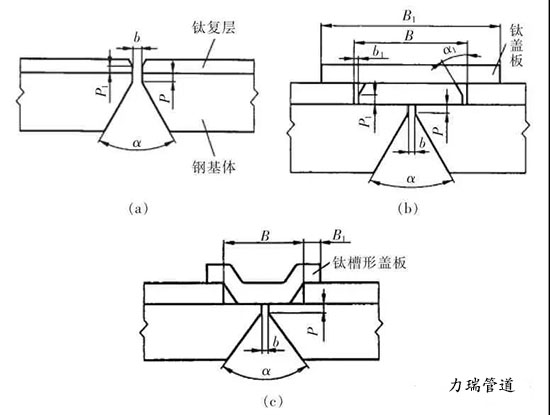
坡口形式是避免钛与钢直接相焊的主要措施,设计科学实用、经济合理的焊接坡口对复合板焊接尤为重要。根据调研查找,钛复合板常见的接头形式如图1所示,各坡口形式的优缺点见表1。
图1 接头形式
表1 常见钛复合板接头形式的优缺点
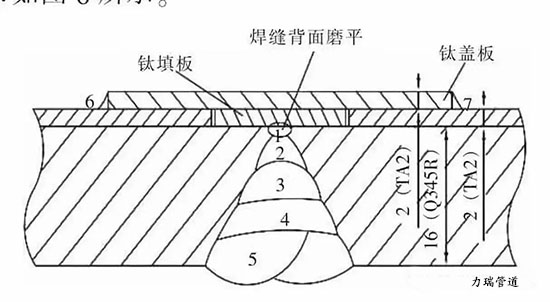
通过对几种复合板坡口形式的对比分析,选择第2种焊接接头较合理,此种接头是在焊接钢板前要在焊接区域将钛覆层去除,去除钛覆层后会出现缺口,再采用钛填板及盖板结构将钛覆层构件结合起来,钛填板的间隙尽量小。此接头将钛复合板焊缝分为碳钢基层和钛覆层2种焊缝,完全避免了钛和钢直接熔合。
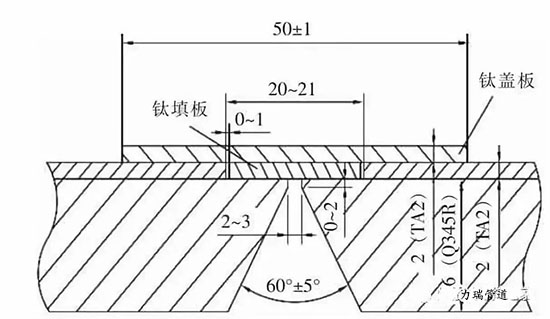
但是相较于推荐的坡口形式,笔者根据实际情况,对其进行了优化。优化后的接头形式如图2和图3所示。由于钛填板焊缝对强度影响不大,因此优化后的接头形式减少了钛填板上的2道焊缝,从而减少了坡口加工、焊接和打磨工序,优化了焊接工艺程序,进一步保证焊缝质量。
图2 钛复合板坡口形式
图3 实拍钛复合板接头形式
3 气体流量及喷嘴尺寸对保护效果的影响
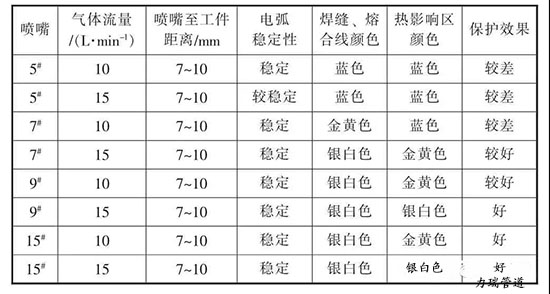
钛覆层焊接时,需采用手工TIG焊,而钛覆层相对于不锈钢,导热性差,熔池直径较大,故采用与焊不锈钢相同的喷嘴并不能达到理想保护效果。为此,分别采用了5#,7#,9#及15#不同尺寸的喷嘴,在其他条件相同的情况下,试验改变气保护范围是否对焊接质量有影响。试验结果见表2。
表2 保护效果对比
因此,保护效果好坏除保护气体的纯度很重要外,还与喷嘴几何尺寸设计有关,为增大熔池保护区域,焊枪采用9#,15#喷嘴,气体流量采用10~15 L/min,既能保证在保护区域内不产生紊流,又能达到理想的保护效果。
4 尾部保护气罩的设计
由于钛在高温容易吸收氧、氢、氮,因此,需要在刚焊接完成的焊缝和热影响区进行充氩保护,即尾部保护,这样就需要设计合理的尾部保护罩。
4.1 保护罩结构
制作的保护罩结构如图4所示。该保护罩为长方形设计,头部采用弧形倾斜面设计,这样可以在不影响焊接操作的情况下尽可能地增大焊接区和热影响区的保护面积,从而使保护效果增强。保护罩由下部气筛层和上部封闭层组合而成,气筛层中铺设钢丝网,保护罩上设有连通封闭层的进气管,气筛层下部设有出气孔。保护气体经保护罩上设置的进气管通入,经气筛在焊缝区域形成均匀的保护气体氛围,从而有效防止钛焊接时被氧化,保证焊接质量。
图4 尾部气体保护罩
4.2 保护罩尺寸
保护罩的设计原则是:在拖罩移动中,需保证在400℃以上区域处于气体保护中。罩体的大小与冷却速度有关。因此,采用了同样的气体流量,保护罩的高度和宽度相同,改变保护罩长度进行对比试验,见表3。
表3 改变保护罩尺寸对保护效果的影响
在试验过程中发现,保护罩长度过长,会导致气体流量需增大,浪费气体;保护罩长度过短,易使仍处在高温的焊缝未处于保护状态中,为了使焊缝在保护气体中,则需要停止焊接,这样就增加了接头数量。
通过试验,保护罩长度为150~170 mm,宽度为55 mm,高度为40 mm为宜。另外,保护罩的尺寸还与焊件厚度、环境温度、热输入有关,焊件厚度厚、环境温度高、热输入大,冷却速度会降低,就要增加保护罩的尺寸及气体流量。具体需根据实际情况确定。
4.3 钢丝网铺设
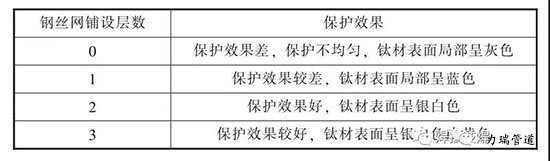
在气筛层中铺设钢丝网,其目的是确保氩气充满拖罩气腔,并形成稳定层流。采用30目钢丝网进行铺设,同时用5 mm×10 mm菱形钢丝网固定,以确保钢丝网铺设均匀,无折叠。采用相同保护罩、相同气体流量进行钢丝网不同铺设层数对比试验,结果见表4。
表4 钢丝网铺设层数对保护效果的影响
由此可见,铺设钢丝网非常重要,否则会大大影响保护效果,铺设2~3层为宜,铺设2层的效果最好。
4.4 气体流量
由于气筛层中铺设钢丝网,为保证保护区内的气体为层流,通过试验确定保护罩气体流量应不小于30 L/min。较大的气体流量的导热效果也较好,可以提高保护区内焊接接头的冷却速度,确保400℃以上的焊接接头都能得到较好保护。
此保护罩的应用,可得到理想的保护效果,整个焊接接头及热影响区表面颜色都能达到银白色,并且保护效果稳定。
5 焊接工艺
以厚18 mm钛复合板为例,制订合理的焊接工艺。对于钛复合板,焊缝分为碳钢基层焊缝和钛覆层焊缝。作为基层焊缝,我国技术已相对成熟,对其焊接要求在此不赘述。
5.1 焊接工艺的选择
5.1.1 焊接方法及设备
由于基层为碳素钢或低合金钢,其焊接工艺在我国较成熟,最常见的焊接方法为焊条电弧焊及CO2气体保护焊,本试验采用的是焊条电弧焊。
对于钛覆层,由于钛的化学活性大,所以不能采用焊条电弧焊、CO2气体保护焊等焊接方法进行焊接。目前常采用的焊接方法是钨极氩弧焊、埋弧焊和真空电子束焊等焊接方法。考虑生产效率、施焊成本及现场施工环境情况,最终选择了常用的钨极氩弧焊方法。
焊接设备采用ZX7-400STG逆变式焊机,该设备具有高频引弧、熄弧衰减功能,可用于钨极氩弧焊、焊条电弧焊2种方法进行焊接,一机两用可减少设备投入。
5.1.2 母材
母材材质:覆层为TA2钛板,基层为Q345R钢板。母材厚度:覆层为2 mm,基层为16 mm。钛填板、钛盖板材质均为TA2,厚度均为2 mm。
5.1.3 焊接材料
(1)基层材料为碳素钢或低合金钢,由于组对应力、偏析、合金元素等原因,产生裂纹倾向的将增大,为保证焊接质量,焊接材料选用型号为E5015的碱性碳钢焊条。为了既适应坡口尺寸,又能保证施焊效率,采用了2种直径的焊条,分别是φ3.2 mm 和 φ4.0 mm。
(2)钛覆层采用纯钛焊丝TA2ELI,直径为2.0 mm。
5.2 坡口形式的加工及焊道排布
焊接时采用的坡口形式如图6所示。坡口加工一般采用冷加工方法,也可以采用等离子弧切割的加工方法,加工坡口时应注意对钛覆层表面的防护。坡口加工结束后,应对坡口两侧及钛覆层表面进行检查,如果发现钛覆层表面有划伤或损伤,应及时进行修补。钛复合板应先焊接碳钢基层焊缝,检验合格后,再焊接钛覆层焊缝。以基材钢板厚度为16 mm,钛覆层板厚度为2 mm的钛复合板为例,焊道排布如图6所示。
图6 钛复合板焊道排布
5.3 钛覆层清理及防护
对于钛覆层焊缝,要严格控制氧、氢、氮的来源。氧、氢、氮不仅来源于空气中,其他可能熔入熔池的杂质也是上述气体的重要来源之一。这些杂质元素除使钛焊缝的力学性能变差,降低焊缝的耐腐蚀性外,还是焊缝中产生气孔的根源。因此,在焊接操作过程中,施焊环境、清理坡口及焊件的保护尤为重要。
5.3.1 施焊环境
烟尘中含有大量的有害杂质,这些杂质很容易通过环境过渡到熔池和焊缝中,形成焊接缺陷。尤其是作业区存在铁污染时,会使焊接接头的力学性能和耐腐蚀性能降低,严重时产生焊接裂纹。所以钛层焊接时,要确保该区域的空气洁净、无尘、无烟。
另外,空气中的水分对焊接影响很大,这也是产生气孔的原因之一。空气相对湿度越大,越容易产生气孔,当湿度超过90%时,在焊缝中容易形成密集气孔。根据实践经验,如将空气相对湿度控制在70%以下,可较好地控制由湿度引起的焊接气孔。
焊接时的风速应符合下列规定:焊条电弧焊时风速不应大于8 m/s,钨极氩弧焊速不应大于2 m/s。
环境温度应不低于-5℃,试板温度不低于5℃。在雨、雪天气施焊时,应采取防护措施。
5.3.2 焊前清理
钛覆层以及焊丝很容易被污染,如钛复合板生产过程用的润滑剂残留以及氧化膜、油污、油漆、涂层、手印等。如果这些污染物不在焊接前清除掉,将会在焊接时与电弧热作用分解出有害杂质溶于焊缝金属中,对焊缝质量产生不良影响。所以焊前清理是成功焊接钛覆层的一个重要环节。
焊接前焊丝要保持清洁、干燥,焊丝使用前应切除端部已被氧化的部分,用砂纸和丙酮去除表面的氧化物和油脂。
焊件清理时,要用专用磨光机 (应采用尼龙磨光片)清除焊接区的油污及氧化皮等污物,直至使焊件表面除净氧化物,呈银白色金属光泽为止。焊前再用丙酮或酒精擦净焊丝及焊件焊接区域的表面。并仔细地检查焊接区和焊丝有无裂纹和夹层,若有,需清除后再焊接作业。清洗后不能直接进行焊接作业,待坡口端面晾干后方可以作业。如不能及时焊接,应对焊接区予以保护。清理时间到焊接时间超过2 h,应重新清理。焊工用手套应洁净,避免将棉质纤维附于焊件表面。每次熄弧后再焊接时都应进行焊前清理,去除焊件和焊丝表面氧化物后,用丙酮或酒精擦净,再继续焊接。
5.3.3 钛覆层防护
为防止焊接操作过程中对钛覆层造成污染,采用1 mm不锈钢板对钛焊缝的两侧各25 mm外的区域进行防护,并且在基层焊接时,对整面钛覆层进行防护。
5.4 组对
(1)组对时应以钛覆层为基准,错边量不应大于1 mm,必须严格控制错边量,防止因错边量过大而影响钛覆层焊接质量。
(2)定位焊缝只允许在基层金属上,应在基层侧进行。装配、定位使用的焊接材料必须与正式施焊焊接材料相同。
(3)如遇因定位焊焊缝开裂等原因引起的错边量超标,必须修正后再进行焊接。
5.5 基层施焊
(1)碳钢基层焊缝采用常规焊接工艺参数即可。打底焊时,采用小直径焊条,断弧焊焊接,采用单面焊双面成形工艺,背面焊缝余高应达0.5~1 mm,避免打底焊缝返修。填充及盖面焊宜采用大焊条,焊接时热输入不宜太大,过大的热输入会使钛覆层因温度过高而被氧化,或产生复合板界面结合强度下降和界面剥离等问题。
(2)层间温度控制在150℃以下。
(3)焊接及打磨时要注意钛覆层的防护,避免电弧焊的飞溅物及打磨飞溅物污染钛覆层。
(4)碳钢基层焊接完成后,要将背面的焊缝余高磨平。
(5)定位焊焊缝在碳钢基层内进行焊接,错边量小于1 mm。
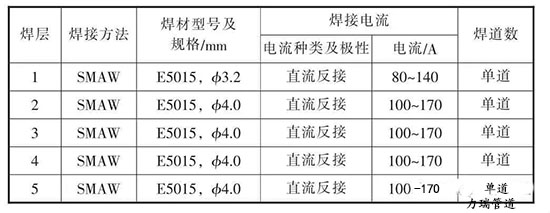
(6)通过工艺试验,确定了基层的焊接工艺参数,见表5,现场施焊及焊缝成形如图7所示。
表5 基层焊接工艺参数
图7 基层现场施焊及成形
5.6 钛覆层施焊
(1)由于钛材熔点高,导热性差,冷却较慢,如果在焊接时近缝区的高温停留时间较长,冷却至室温后容易出现晶粒粗大的金相组织,会导致近缝区的塑性下降,故应避免采用较大的热输入焊接。因此,应在保证熔合的前提下,采用小电流、小热输入焊接,热输入要控制在7~25 kJ/cm。
(2)控制好焊接速度,不宜过快或过慢。因钛材熔化时流动性较差,为保证焊透,焊接时焊速不宜过快,但是过慢会使焊缝冷却速度降低,影响焊接质量。所以应在保证焊透的前提下,尽量提高焊速。
(3)焊接时,焊工要戴洁净的手套,不得触摸坡口及其两侧的附近区域,采用专用工具清理钛材表面,严禁钛材表面及焊接区与铁器接触。
(4)引弧时禁止钨极直接接触钛材。
(5)焊枪喷嘴喷出的气流为稳定层流。焊接过程中,要随时检查喷嘴及输气带的状况,以防其影响焊接质量。
(6)氩气纯度必须达到99.99%以上,如有气孔或裂纹出现,焊枪中的保护气采用99.999%的氩气,可有效改善。
(7)焊接时,焊丝的加热端要始终处在氩气保护之中,熄弧后焊丝不得立即暴露在空气中,要在焊缝脱离保护时取出,若焊丝被污染氧化变色,要剪去污染部分后再使用。
(8)引弧时,焊枪提前送气30~60 s,熄弧时使用电流衰减装置和延时气体保护装置,延时保护时间 30~60 s。
(9)熄弧时弧坑要填满,焊后焊枪不能立即移开。
(10)焊枪倾角在90°左右,这样可以确保喷嘴喷出的保护气体均匀地保护熔池附近,避免空气进入,保证焊接质量,也能更方便尾部的跟罩保护。
(11)笔者通过一系列工艺试验,确定了钛覆层的焊接工艺参数,具体见表6,现场施焊及焊缝成形如图8所示。
表6 钛覆层焊接工艺参数
图8 覆层现场施焊及焊缝成形
6 焊接工艺试验
按照上诉拟订的焊接工艺进行了钛复合板工艺试验。本试验是通过外观检查、无损检测、力学性能检验来验证钛复合板焊接工艺的可靠性。
6.1 外观检验
在此工艺条件下,焊缝成形美观,焊缝宽度及高度合适,没有裂纹、夹渣、咬边、未熔合、焊瘤、弧坑和气孔等缺陷。
钛材的焊接检验除常规的外观外,对焊道的表面还应进行色泽检查,焊缝及被保护区为银白或金黄色为合格。所焊试件的钛焊缝和热影响区表面颜色为银白色。可见,该焊接工艺下焊缝的外观符合要求。
6.2 无损检验
基层焊接完成后,将背面的焊缝余高打磨平整,然后对基层焊缝按照JB 4730—2005《承压设备无损检测》进行X射线探伤,焊接接头内部熔合情况较好,未发现任何缺陷。射线探伤后再进行钛覆层的焊接,然后对钛覆层焊缝进行渗透探伤,结果未发现任何缺陷。
6.3 力学性能检验
对焊接接头全焊缝按照GB/T 232—2010进行侧弯试验,取4个侧弯试样,弯曲角度180°,试样厚度为10 mm,弯心直径为试样厚度的4倍,即40 mm。试验结果表明,在弯曲部分的外侧没有裂纹,检验结果合格。
对焊接接头全焊缝进行按照GB/T 228—2010熔敷金属拉伸试验,取2个横向拉伸试样。试验结果表明,接头的抗拉强度分别为570 MPa和535 MPa,均合格。
7 结论
(1)通过对钛复合板进行的焊接工艺试验,各项指标均能达到相关标准要求,证明了该焊接工艺的正确性和可行性。
(2)优化的新型接头形式既有效解决了钛材不能与碳钢相焊的问题,又可以满足钛复合板性能要求,同时提高了劳动效率,降低成本。
(3)设计的新型尾部保护罩,能够得到理想的保护效果,并且保护效果稳定。
(4)施焊环境、焊前清理和钛覆层的防护的控制是避免焊接缺陷的重要措施。
(5)选择合适的氩弧焊焊枪喷嘴,不仅能保证气体保护区域内不产生紊流,还能收到理想的保护效果。
(6)合理的热输入、焊接速度及焊接操作方法是焊接钛复合板成功的关键。
沧州五森管道设备有限公司 隔热管托