无损检测是压力容器检验中应用最广泛的方法,它可应用于容器制造的各个环节,在原材料的检验中,厚度超过某一数值的压力容器用钢板、高压无缝钢管、IV级以上各种钢号的锻件需进行超声检测, 高强度等级钢材热加工后的坡口表面需进行表面检测,容器上的焊缝要进行射线检测或超声检测。另外在焊工操作技能考核、焊接工艺评定、产品试板、在用压力容器检验等方面也要求无损检测。
由于无损检测(NDE或NDT) 是属于非破坏性检验方法,因此在产品的检验工作中占有很重要的地位。它是利用声、光、电、热、磁和射线与物质的相互作用,在不损伤被检物使用性能的情况下,探测材料、零部件或设备各种表面或内部缺陷,并判断其位置、大小、形状和种类的方法。
射线检测(R T)
(1) 射线检测种类
① 按射线检测种类分
a. X 射线可穿透60~70mm 的钢板,常用。
b .γ 射线可穿透150 mm 以上的钢板。
c. 高能X射线 可穿透500mm 以上的钢板。
② 按缺陷的显示方法分
a. 电离法 可进行连续检验,但无法判断缺陷的形状和性质;不宜用于检验厚度有变化的工件。
b. 荧光屏法 可连续检验,即刻得结果;灵敏度很差,只能检验厚度小于20mm 的薄件。
c. 照相法 缺陷显示效果很好,使用最广。
(2) 射线检测照相法原理
射线检测照相法检测焊缝用射线源为X 射线和γ 射线,这两种射线的基本性质是相同的,由于γ射线的波长更短,故穿透能力更强。一般的X 射线由探伤机中的X 射线管产生,为提高透照能力以适应大型及大厚度工件的检测,也有使用能量达1MeV 以上的带电粒子加速器提供的高能X 射线。γ 射线是用铱(Ir) 和钴(Co) 的放射性同位素作为射线源。
射线检测照相法是将射线源置于被检工件的一侧,将装入暗盒的胶片紧贴于工件的另一侧。当X 射线管产生的射线按直线射向装有胶片的工件时,能够穿过工件和胶片。
又由于射线穿过物质时总会有一些吸收,即穿过物质的射线强度不断衰减,衰减的程度与射线穿过的厚度和物质自身的性质如密度有关。穿过的厚度愈大或穿过的物质密度愈大,射线衰减就愈多。
当射线穿过缺陷时,由于缺陷密度总是小于金属材料,因此射线衰减较小,即穿过工件达到另一侧胶片时,该处接收到的射线强度就较大。射线检测照相用的胶片是在片基上涂有能产生光化学反应的物质,经射线照射会产生一定的化学反应,而反应进行的深度,在其他条件一定时取决于接收到的射线强度。
在射线穿过有缺陷的部位时胶片的感光较强,感光后的胶片经显影、定影处理后称为底片,将底片在观片灯上观察,就可以发现焊缝内部有缺陷的部位(缺陷部位在底片上显得较黑) ,并可以根据影像的特征判断缺陷的性质。
超声检测(UT)
(1) 超声检测种类
①按耦合方式分
a. 接触法 在探头与工件表面有一层诸如甘油或机油的耦合剂进行直接检测的方法。
b. 水浸法 在探头与工件表面有一层水,调节水层厚度,使声波在水中的传播时间为金属中的整数倍进行检测的方法。分为全浸式(工件和探头全部浸入水中)和局部浸式(工件和探头局部浸入水中) 。
②按信号接收方式分
a . 反射法 用一个探头反射并接收超声波,所接收的是由缺陷或工件底面反射的超声波,此法常用。
b . 穿透法 一个探头反射超声波,另一个探头接收超声波,两探头在工件两侧,所接收的超声波是所反射的超声波除去缺陷阻挡的部分。
③按超声的连续性分
a . 连续波检测 发射的超声波是连续的,常用来进行超声图像显示。
b . 脉冲波检测 发射的超声波是脉冲的,现场检测常用。
④按波型分
a . 纵波检测 由直探头发射和接收的波型,主要用于钢板的检测(图2 - 2 )。
b . 横波检测 由斜探头发射和接收的波型,主要用于焊缝的检测(图2 -3 ) 。
作为一种特殊情况,由探头角等于第二临界角(入射角α = 55°) 的斜探头发射和接收的波型, 专门用来发现表面或离表面很近的缺陷。这是(α =55°) 一种斜探头检测的方法。
c. 瑞利波检测 当工件厚度大于所用波长时,属瑞利波检测。用来发现近于或处于工件表面并垂直工件表面的缺陷(图2 -4 ) 。
d. 兰姆波检测 当工件厚度小于所用波长时,属兰姆波检测。用来检验近于表面并平行于工件表面的浅伤(图2-5 ) 。
(2 )超声检测原理
目前工业上广泛采用的超声检测法按其工作原理来说就是脉冲反射法。按反射波显示方式又有A 型、B 型、C 型、3D 型等。其中A 型为波幅显示,即通过反射波显示缺陷是否存在及其相对位置,并从波幅的高低来确定缺陷的大小。其他各型为缺陷的图像显示。现行压力容器超声检测标准JB 4730-1994 所涉及的超声检测均指采用A 型显示来检测缺陷。
脉冲检测法就是将超声检测仪中发射电路产生的高频电脉冲信号加在探头的压电晶片上,晶片接收到高频电脉冲,由于逆压电效应将产生与电脉冲频率相同的高频机械振动,将探头接触工件,在探头和工件之间的接触面上涂以机油、甘油或水等透声性好的耦合剂,其作用是排除接触面之间的空气间隙,使声束能更好地透过界面进入工件,这种方法称为接触法。
也可以将工件和探头头部浸没在耦合液体中,常用的耦合液体就是水,探头不接触工件,这种方法称为液浸法或水浸法。无论是接触法还是水浸法,探头上晶片的振动都可以按一定角度进入工件,根据超声波的直线性和指向性,超声波就在一定方向和一定范围内向前传播。
若遇过异质界面,如缺陷表面或工件的外廓表面,超声波将依照反射定律沿一定方向反射回来并被探头所接收,引起探头晶片振动,由正压电效应,这种机械振动又被转换成电脉冲信号被仪器接收,经放大、检波等电路处理后的脉冲信号在仪器的荧光屏上显示出来,这就是反射波。根据反射波在荧光屏上的特征、相对位置、波幅的高低来判断有无缺陷、缺陷存在的部位、大小和性质。
在检测时,发射电路是以固定的时间间隔断续输出脉冲信号,因此晶片也是处于断续的工作状态,它接收电脉冲而产生振动时就作为超声波的发生器;在停止振动的间断时间内,它又作为超声波的接收器等待反射的超声波信号,使晶片产生振动,并将它再转变为电信号。
作为接收器的探头可以是原来作为发射器的探头。这就是单探头检测法;如发射和接收分别用两个探头完成就是双探头法。无论哪一种方法,输出的都是电脉冲信号,并依靠反射波来发现和确定缺陷,故称为脉冲反射法。
衍射时差法超声检测(TOFD)
TOFD 检测是一种主要利用缺陷端点的衍射波信号探测和测定缺陷尺寸的超声检测方法,其基本特点是采用一发一收探头对工作模式。
TOFD 通常使用纵波斜探头,在工件无缺陷部位,发射超声脉冲后,首先到接收探头的是直通波, 然后是底面反射波。有缺陷存在时, 在直通波和底面反射波之间, 接收探头还会接收到缺陷产生的衍射波或反射波。除上述波外,还有缺陷部位和底面因波型转换产生的横波, 一般会迟于底面反射波到达接收探头。工件中超声波传播路径见图2- 6 ,缺陷处A 扫描信号见图2- 7 。
磁粉检测(MT)
(1)磁粉检测方法
磁粉检测包括干磁粉、湿磁粉、荧光和非荧光磁粉检测方法。
(2) 磁粉检测原理
磁粉检测是通过铁磁性材料磁化并在工件表面撒上磁粉,利用磁粉来显示缺陷在磁化时所引起的漏磁,由表面和近表面的缺陷所引起的漏磁量最大,裂纹和未焊透、未熔合等缺陷, 当其延伸方向与磁力线方向垂直时,也会产生较大的漏磁。
渗透检测(PT)
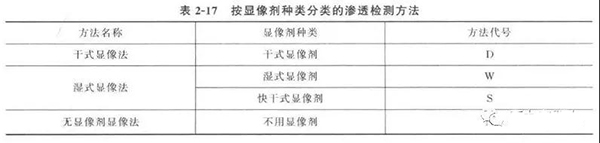
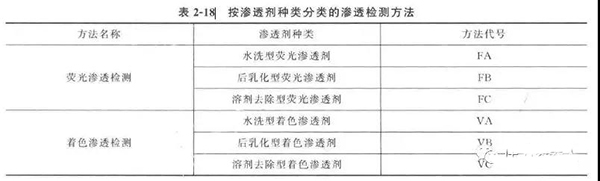
(1) 渗透检测方法
渗透检测包括非荧光和着色渗透检测方法。
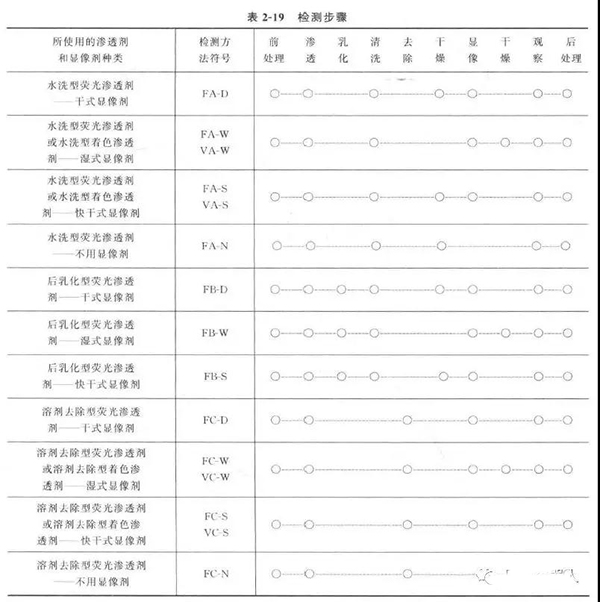
根据显像剂和渗透剂种类不同,渗透检测方法的分类见表2 - 17 和表2 - 18 ,各种方法组合使用的检测步骤见表2 - 19 。
(2) 渗透检测方法的选用
渗透检测方法的选用可根据被检工件表面的粗糙度、检测灵敏度、检测批量大小和检测现场的水源、电源等条件来决定。
表面光洁且检测灵敏度要求高的工件宜采用乳化型着色法或后乳化型荧光法,也可采用溶剂去除型荧光法。
表面粗糙且检测灵敏度要求低的工件宜采用水洗型着色法或水洗型荧光法。
现场无水源、电源的检测宜采用溶剂去除型荧光法。
批量大的工件检测,宜采用水洗型着色法或水洗型荧光法。
大工件的局部检测,宜采用溶剂去除型着色法和溶剂去除型荧光法。
荧光法比着色法有较高的检测灵敏度。
沧州五森管道设备有限公司 隔热管托