商务部电话:15931706007
|
|
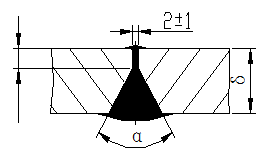
管 子 对 接 焊 缝 |
|
|||||||||||||
|
第 1 页 |
|||||||||||||||
|
坡 口 形 式 与 焊 缝 |
注: 1、表中焊丝为全气焊、全手工氩弧焊定额, 2、表中焊条为手工电焊定额, 3、当采用手工氩弧焊打底,手工电弧焊盖面时,表中焊条应乘以0.8。另外氩弧焊打底.焊丝按6Kg/100个头计算。
|
||||||||||||||
|
|
|||||||||||||||
|
管 壁 厚 度 ( mm ) |
焊 缝 截 面 积 ( mm2 ) |
焊接材料消耗工艺定额 Kg / m |
|||||||||||||
|
焊 丝 |
焊 条 |
||||||||||||||
|
2.0 |
7.1 |
0.061 |
|
||||||||||||
|
2.5 |
9.2 |
0.079 |
|
||||||||||||
|
3.0 |
11.6 |
0.099 |
|
||||||||||||
|
3.5 |
14.3 |
0.123 |
|
||||||||||||
|
4.0 |
17.5 |
0.151 |
|
||||||||||||
|
4.5 |
21.0 |
0.180 |
|
||||||||||||
|
5.0 |
24.8 |
0.212 |
|
||||||||||||
|
5.5 |
28.75 |
|
0.386 |
||||||||||||
|
6.0 |
33.5 |
|
0.452 |
||||||||||||
|
6.5 |
38.4 |
|
0.522 |
||||||||||||
|
7.0 |
43.6 |
|
0.608 |
||||||||||||
|
7.5 |
49.2 |
|
0.768 |
||||||||||||
|
8.0 |
55.1 |
|
0.860 |
||||||||||||
|
9.0 |
68 |
|
1.060 |
||||||||||||
|
10.0 |
82 |
|
1.280 |
||||||||||||
|
11 |
98 |
|
1.528 |
||||||||||||
|
12 |
115.1 |
|
1.796 |
||||||||||||
|
13 |
133.6 |
|
2.080 |
||||||||||||
|
14 |
153.5 |
|
2.414 |
||||||||||||
|
16 |
197.5 |
|
3.082 |
||||||||||||
|
18 |
247.1 |
|
3.854 |
||||||||||||
|
20 |
302 |
|
4.716 |
||||||||||||
|
22 |
363.1 |
|
5.664 |
||||||||||||
|
24 |
430.2 |
|
6.712 |
||||||||||||
|
26 |
502.9 |
|
7.846 |
||||||||||||
|
28 |
580.5 |
|
9.056 |
||||||||||||
|
30 |
663.7 |
|
10.354 |
||||||||||||
|
|
|
|
|
||||||||||||
|
|
|
|
|
||||||||||||
|
|
|
|
|
||||||||||||
|
|
|
|
|
||||||||||||
|
|
|
|
|
||||||||||||
|
|
手工焊封底(或自动焊封底)自动焊 |
|
|||||||||||||
|
第 2 页 |
|||||||||||||||
|
坡 口 形 式 与 焊 缝 |
注: 1、适用于内径大于、等于φ600的容器纵缝、环缝。 2、当内径大于、等于φ600,且小于φ900时,采用内壁手工焊封底,外壁自动焊。 3、当内径大于、等于φ900,采用内、外壁自动焊。
|
||||||||||||||
|
|
|||||||||||||||
|
厚 度 δ ( mm ) |
手工焊封底 |
内、外自动焊 |
|||||||||||||
|
焊缝截面积mm2 |
材料消耗定额Kg/m |
焊缝截面积mm2 |
材料消耗定额Kg/m |
||||||||||||
|
手工焊 |
焊丝 |
焊剂 |
焊丝 |
焊剂 |
焊丝 |
焊剂 |
|||||||||
|
12 |
59.7 |
82 |
0.913 |
0.704 |
|
141.7 |
1.215 |
|
|||||||
|
14 |
59.7 |
102 |
0.913 |
0.880 |
|
161.7 |
1.391 |
|
|||||||
|
16 |
59.7 |
148 |
0.913 |
1.265 |
|
207.7 |
1.777 |
|
|||||||
|
18 |
59.7 |
189 |
0.913 |
1.617 |
|
248.7 |
2.129 |
|
|||||||
|
20 |
59.7 |
235 |
0.913 |
2.013 |
|
294.7 |
2.525 |
|
|||||||
|
22 |
59.7 |
286 |
0.913 |
2.453 |
|
345.7 |
2.965 |
|
|||||||
|
24 |
59.7 |
342 |
0.913 |
2.937 |
|
401.7 |
3.449 |
|
|||||||
|
25 |
59.7 |
373 |
0.913 |
3.201 |
|
432.7 |
3.713 |
|
|||||||
|
26 |
59.7 |
404 |
0.913 |
3.465 |
|
463.7 |
3.977 |
|
|||||||
|
28 |
59.7 |
471 |
0.913 |
1.037 |
|
530.7 |
4.549 |
|
|||||||
|
30 |
59.7 |
542 |
0.913 |
4.653 |
|
601.7 |
5.165 |
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
|
|
|
|
|
|
|
|
|||||||
|
|
单 面 焊 |
|
|||||||||||||
|
第 3 页 |
|||||||||||||||
|
坡 口 形 式 与 焊 缝 |
注: 1、此单面焊适用根部不要求全焊透的容器纵缝、环缝的焊接。 2、当δ=3~6mm时,采用手工电弧焊。当δ=7~30mm时,采用手工焊封底自动焊。
|
||||||||||||||

|
|||||||||||||||
|
厚 度 δ ( mm ) |
焊缝截面积mm2 |
材料消耗定额Kg/m |
|||||||||||||
|
手工焊 |
自动焊 |
焊条 |
焊丝 |
焊剂 |
|||||||||||
|
3 |
26.4 |
|
0.41 |
|
|
||||||||||
|
4 |
34.7 |
|
0.54 |
|
|
||||||||||
|
5 |
46.4 |
|
0.72 |
|
|
||||||||||
|
6 |
55.5 |
|
0.87 |
|
|
||||||||||
|
7 |
37.0 |
29.9 |
0.58 |
0.256 |
|
||||||||||
|
8 |
37.0 |
46.2 |
0.58 |
0.39 |
|
||||||||||
|
9 |
37.0 |
61.9 |
0.58 |
0.53 |
|
||||||||||
|
10 |
37.0 |
80.0 |
0.58 |
0.69 |
|
||||||||||
|
11 |
37.0 |
99.5 |
0.58 |
0.85 |
|
||||||||||
|
12 |
37.0 |
120.4 |
0.58 |
1.03 |
|
||||||||||
|
13 |
37.0 |
142.5 |
0.58 |
1.22 |
|
||||||||||
|
14 |
37.0 |
165.4 |
0.58 |
1.42 |
|
||||||||||
|
15 |
37.0 |
191.5 |
0.58 |
1.64 |
|
||||||||||
|
16 |
37.0 |
218.0 |
0.58 |
1.87 |
|
||||||||||
|
17 |
37.0 |
245.9 |
0.58 |
2.11 |
|
||||||||||
|
18 |
37.0 |
275.2 |
0.58 |
2.36 |
|
||||||||||
|
19 |
37.0 |
306.9 |
0.58 |
2.63 |
|
||||||||||
|
20 |
37.0 |
338.0 |
0.58 |
2.90 |
|
||||||||||
|
21 |
37.0 |
371.5 |
0.58 |
3.19 |
|
||||||||||
|
22 |
37.0 |
406.4 |
0.58 |
3.49 |
|
||||||||||
|
23 |
37.0 |
442.7 |
0.58 |
3.80 |
|
||||||||||
|
24 |
37.0 |
480.4 |
0.58 |
4.23 |
|
||||||||||
|
25 |
37.0 |
519.5 |
0.58 |
4.46 |
|
||||||||||
|
26 |
37.0 |
560.0 |
0.58 |
4.80 |
|
||||||||||
|
28 |
37.0 |
645.2 |
0.58 |
5.54 |
|
||||||||||
|
30 |
37.0 |
736.0 |
0.58 |
6.32 |
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
单 面 坡 口 双 面 焊 |
|
|||||||||||||
|
第 4 页 |
|||||||||||||||
坡 口 形 式 与 焊 缝 |
注: 1、此焊接适用于内径大于、等于φ600容器纵缝、环缝的焊接和平板焊接,以及内径小于φ600,但是筒体长度小于、等于1000mm的容器纵缝、环缝的焊接。
|
||||||||||||||
|
|
|||||||||||||||
|
厚 度 δ ( mm ) |
焊缝截面积mm2 |
材料消耗定额Kg/m |
|||||||||||||
|
手工焊 |
自动焊 |
焊条 |
焊丝 |
焊剂 |
|||||||||||
|
4 |
44.7 |
|
0.70 |
|
|
||||||||||
|
5 |
54.7 |
|
0.85 |
|
|
||||||||||
|
6 |
65.5 |
|
1.02 |
|
|
||||||||||
|
8 |
91.9 |
|
1.43 |
|
|
||||||||||
|
10 |
20.0 |
86 |
0.31 |
0.74 |
|
||||||||||
|
12 |
20.0 |
121.6 |
0.31 |
1.04 |
|
||||||||||
|
14 |
20.0 |
126.9 |
0.31 |
1.09 |
|
||||||||||
|
16 |
20.0 |
161.5 |
0.31 |
1.39 |
|
||||||||||
|
18 |
20.0 |
201.0 |
0.31 |
1.72 |
|
||||||||||
|
20 |
20.0 |
245.0 |
0.31 |
2.10 |
|
||||||||||
|
22 |
20.0 |
295.0 |
0.31 |
2.50 |
|
||||||||||
|
24 |
20.0 |
351.0 |
0.31 |
3.01 |
|
||||||||||
|
25 |
20.0 |
380.0 |
0.31 |
3.26 |
|
||||||||||
|
26 |
20.0 |
410.8 |
0.31 |
3.50 |
|
||||||||||
|
28 |
20.0 |
476.0 |
0.31 |
4.08 |
|
||||||||||
|
30 |
20.0 |
546.0 |
0.31 |
4.68 |
|
||||||||||
|
32 |
20.0 |
621.6 |
0.31 |
5.03 |
|
||||||||||
|
34 |
20.0 |
702.0 |
0.31 |
6.02 |
|
||||||||||
|
36 |
20.0 |
787.6 |
0.31 |
6.76 |
|
||||||||||
|
38 |
20.0 |
878.0 |
0.31 |
7.53 |
|
||||||||||
|
40 |
20.0 |
974.0 |
0.31 |
8.36 |
|
||||||||||
|
42 |
20.0 |
1075.0 |
0.31 |
9.22 |
|
||||||||||
|
44 |
20.0 |
1179.0 |
0.31 |
10.12 |
|
||||||||||
|
46 |
20.0 |
1295.8 |
0.31 |
11.09 |
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
|
|
|
|
|
||||||||||
|
|
单 面 无 坡 口 角 焊 缝 |
|
|||||||
|
第 5 页 |
|||||||||
|
坡 口 形 式 与 焊 缝 |
注: 1、 此焊缝为A型焊缝。 2、 此焊接适用于锅炉一般金属结构件角焊缝的手工焊或 自动焊。容器的一般角焊缝也可参照选择。
|
||||||||
|
|
|||||||||
|
焊角高度 k (mm) |
间 隙 b (mm) |
焊缝截面积 mm2 |
材料消耗定额Kg/m |
||||||
|
焊条 |
焊丝 |
|
|||||||
|
3 |
1 |
12.5 |
0.2 |
|
|
||||
|
4 |
18 |
0.28 |
|
|
|||||
|
5 |
24.5 |
0.38 |
|
|
|||||
|
6 |
32 |
0.50 |
0.28 |
|
|||||
|
7 |
2 |
40.5 |
0.63 |
0.35 |
|
||||
|
8 |
50.0 |
0.78 |
0.43 |
|
|||||
|
9 |
60.5 |
0.94 |
0.52 |
|
|||||
|
10 |
72.0 |
1.12 |
0.62 |
|
|||||
|
12 |
98.0 |
1.53 |
0.84 |
|
|||||
|
14 |
123.0 |
1.92 |
1.05 |
|
|||||
|
15 |
144.5 |
2.25 |
0.24 |
|
|||||
|
16 |
162.0 |
2.53 |
0.39 |
|
|||||
|
18 |
200.0 |
3.12 |
0.72 |
|
|||||
|
20 |
242.0 |
2.78 |
2.08 |
|
|||||
|
22 |
288.0 |
4.49 |
0.47 |
|
|||||
|
24 |
338.0 |
5.27 |
2.90 |
|
|||||
|
25 |
364.5 |
5.68 |
3.13 |
|
|||||
|
26 |
392.0 |
6.12 |
3.36 |
|
|||||
|
28 |
450.0 |
7.02 |
3.86 |
|
|||||
|
30 |
|
512.0 |
7.99 |
4.39 |
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
|
|
|
|
|
||||
|
|
双 面 无 坡 口 角 焊 缝 |
|
|||||||
|
第 6 页 |
|||||||||
|
坡 口 形 式 与 焊 缝 |
注: 1、此焊缝为B型焊缝。 2、此焊接适用于锅炉重要金属结构件(如顶板、梁、柱、支座等)角焊缝的手工焊或自动焊。容器拱形顶板或浮头盖双面角焊缝也可参照选择。
|
||||||||
|
|
|||||||||
|
焊角高度 k ( mm ) |
焊缝截面积 mm2 |
材料消耗定额Kg/m |
|||||||
|
焊条 |
焊丝 |
|
|||||||
|
6 |
64 |
1.00 |
0.55 |
|
|||||
|
8 |
100 |
1.56 |
0.86 |
|
|||||
|
10 |
144 |
2.25 |
1.24 |
|
|||||
|
12 |
196 |
3.06 |
1.68 |
|
|||||
|
14 |
246 |
3.84 |
2.11 |
|
|||||
|
15 |
289 |
4.50 |
2.48 |
|
|||||
|
16 |
324 |
5.06 |
2.78 |
|
|||||
|
18 |
400 |
6.24 |
3.43 |
|
|||||
|
20 |
484 |
7.55 |
4.15 |
|
|||||
|
22 |
576 |
8.99 |
4.94 |
|
|||||
|
24 |
676 |
10.55 |
5.80 |
|
|||||
|
25 |
729 |
11.37 |
6.25 |
|
|||||
|
26 |
784 |
12.23 |
6.73 |
|
|||||
|
28 |
900 |
14.04 |
7.72 |
|
|||||
|
30 |
1004 |
16.97 |
8.79 |
|
|||||
|
32 |
1156 |
18.03 |
9.92 |
|
|||||
|
34 |
1296 |
20.22 |
11.12 |
|
|||||
|
36 |
1444 |
22.53 |
12.39 |
|
|||||
|
38 |
1600 |
24.96 |
16.73 |
|
|||||
|
40 |
1764 |
27.52 |
15.13 |
|
|||||
|
44 |
2116 |
33.01 |
18.16 |
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
|
|
|
|
|
|
|||||
扫一扫,加微信