导读:
当前,超声波探伤仪技术已经取得了很大的进展,如在软件方面呈现出日新月异的发展,尤其显著的是超声相控阵检测技术的发展;
然而,对于超声横波检测人员来说,他所具备的实践操作能力仍然决定了其绘制焊缝轮廓以及在特定折射角度下绘制超声波束相互作用的能力。
当今的某些先进超声波探伤仪已经能够在屏幕上显示出焊缝图像,其中显示的彩色部分包括两条直角边(leg1和leg2),这可能对检测人员能够起到一定的帮助。
案例
这些年来,手工绘图已经成为了解和解释焊接或不连续几何特征的重要技术之一。
在横波超声波检测过程中,清晰的绘图明显能够帮助人们对检测进行理解,特别是对那些将要进行横波超声焊缝检测实践考试的人员来说。
对于一名超声波检测人员来说,基于所接收到的焊缝不连续信号,不连续面深度是其在超声波检测中应当确认的一个重要信息。
在对接焊缝超声波检测中,不连续深度D定义为从基底金属的不连续面至传感器的距离。
相较于射线焊缝检测,能够提供不连续面信息是超声检测技术最大的优势之一。
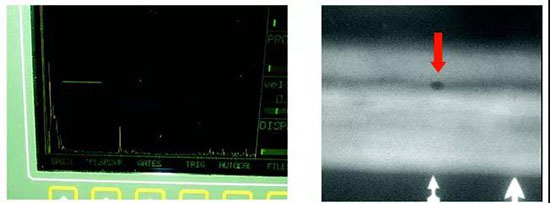
例如,图1a为一个超声检测信号,图1b为通过射线检测发现的焊缝夹渣深度。
(图1)
图1.夹渣深度: (a)在超声波检测期间,使用一个 5 MHz和60°传感器确定的画面; (b) 通过射线检测的画面
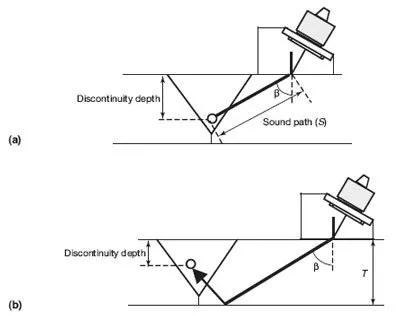
(图2)
图2. 超声波检测对接焊缝的不连续性缺陷:(a) 直角边1; (b) 直角边2
直角边1和直角边2都能够比较容易地通过计算得到,或是通过实验和超声探伤仪屏幕上的标记来确定,这有助于标示来自第一条直角边或第二条直角边的接收信号。
我们使用简单的几何公式,基于折射角(β)、声程(S)和基体金属的厚度(T)来计算不连续面的深度:
Dleg1=(cosβ) S
Dleg2=2T -(cosβ)S
通常情况下,对于超声检测人员来说,第二个公式在记忆和理解上都较为困难(初学者通常不太理解该公式中的2T)。
为了说明第二种情况,我们将对此进行绘图,给出一个简单的视觉辅助实例。
操作
取一片透明薄膜(高射投影仪中使用的),在薄膜上按比例绘制出焊缝横截面的镜像。
图3a所示为假想的焊缝不连续缺陷和超声波束。
为了简化该阶段的过程,我们只绘制焊缝一侧的折射光束(第一条直角边)。使用有颜色的标记,以确定声程。
精确地沿着焊缝中心线切割透明薄膜,然后用透明胶带将这些薄膜片边对边的粘贴到一起,薄膜与薄膜之间留有一小条缝隙。
现在,如果图形沿着粘贴部分折叠(图3b),那么就会恰好出现一个图2b中针对直角边2情况的图像。
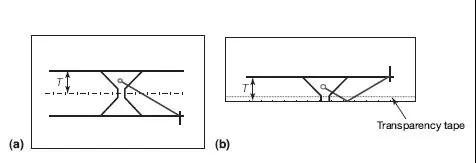
(图3)
图3.焊缝横截面镜像插图:(a)在透明薄膜上(b)沿中心线折叠之后
根据镜像中的对称性和超声波束的几何形状(图3b),在直角边2的情况下,从另一面反射的超声波束总声程,与图3a中的直线长度相等。
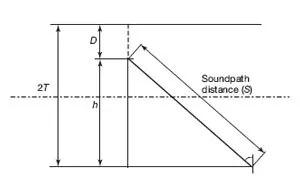
(图4)
图4.用于计算不连续性深度的简单几何图形
计算
如果透明薄膜未折叠(图4),那么距离D的简单计算公式如下:
D=2T-h
其中h就等于Dleg1:
h=(cosβ)S
如果将h代入上述第二个公式,就能得到如下关系式:
D=2T-(cosβ) S
(图5)
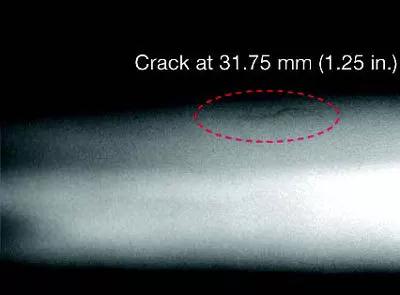
图5. 使用超声波检测法得到的裂纹深度
在5 MHz,折射角60°的传感器接收信号下,显示声程(S)为140 mm(5.5 in.)。
应用直角边2公式计算得到如下结论:
Dleg2=2T-(cosβ)S
Dleg2=2×2.0-(cos60°)5.5
Dleg2=1.25 in.
通常情况下,在任何给定试样中,由于波束扩展、不同边界的相互作用、以及其模式转换,使得超声波在实际中的传播要复杂得多。
但是,这种简单的演示方法可以帮助超声检测人员在检测焊缝期间更好地理解并运用该公式,同时也使技术人员能够更好地了解并解读反射信号。
沧州五森管道设备有限公司 管路补偿接头