商务部电话:15931706007
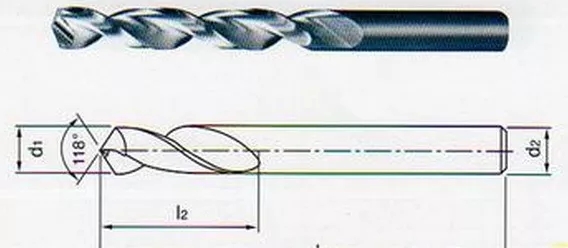
钻头是用来在实体材料上钻削出通孔或盲孔,并能对已有的孔扩孔的刀具。常用的钻头主要有麻花钻、扁钻、中心钻、深孔钻和套料钻。扩孔钻和锪钻虽不能在实体材料上钻孔,但习惯上也将它们归入钻头一类。各类钻头规格如下表 钻头规格180度
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 钻头规格90 度 | |||||
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 钻头规格180度 | |||||
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 钻头规格90 度 | |||||
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 钻头外径 | 钻头长度 | 钻头外径 | 钻头长度 | ||
| φ20mm | 350mm | φ102mm | 350mm/420mm | ||
| φ22mm | 350mm | φ108mm | 350mm/420mm | ||
| φ24mm | 350mm | φ110mm | 350mm/420mm | ||
| φ26mm | 350mm/420mm | φ114mm | 350mm/420mm | ||
| φ28mm | 350mm/420mm | φ120mm | 350mm/420mm | ||
| φ30mm | 350mm/420mm | φ127mm | 350mm/420mm | ||
| φ32mm | 350mm/420mm | φ132mm | 350mm/420mm | ||
| φ38mm | 350mm/420mm | φ150mm | 350mm/420mm | ||
| φ40mm | 350mm/420mm | φ159mm | 350mm/420mm | ||
| φ44mm | 350mm/420mm | φ166mm | 350mm/420mm | ||
| φ50mm | 350mm/420mm | φ180mm | 350mm/420mm | ||
| φ57mm | 350mm/420mm | φ200mm | 350mm/420mm | ||
| φ63mm | 350mm/420mm | φ220mm | 350mm/420mm | ||
| φ76mm | 350mm/420mm | φ250mm | 350mm/420mm | ||
| φ83mm | 350mm/420mm | φ275mm | 350mm/420mm | ||
| φ89mm | 350mm/420mm | φ300mm | 350mm/420mm | ||
| 钻头规格180度 | |||||
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.5 | 65 | 13 | 6.5 |
| M4 | 4.5 | 8 | 75 | 18 | 8 |
| M5 | 5.5 | 9.5 | 85 | 22 | 9.5 |
| M6 | 6.6 | 11 | 90 | 25 | 11 |
| M8 | 9 | 14 | 100 | 28 | 12 |
| M10 | 11 | 17.5 | 110 | 30 | 12 |
| M12 | 14 | 20 | 115 | 32 | 12 |
| 1/4 | 6.85 | 11 | 90 | 25 | 11 |
| 5/16 | 8.55 | 14 | 100 | 28 | 12 |
| 3/8 | 10.1 | 15 | 110 | 30 | 12 |
| 1/2 | 13.5 | 20 | 115 | 32 | 12 |
| 钻头规格90 度 | |||||
| 规格 | 小径 | 大径 | 全长 | 小径刃长 | 柄径 |
| M3 | 3.4 | 6.4 | 65 | 35 | 6.4 |
| M4 | 4.5 | 8.4 | 75 | 42 | 8.4 |
| M5 | 5.5 | 10.4 | 85 | 50 | 10.4 |
| M6 | 6.6 | 12.5 | 90 | 53 | 12 |
| M8 | 9 | 16.5 | 100 | 53 | 12 |
| 中心钻头规格表 | |||||
| 刃径(d) | 刃径公差 | 刃长(L2) | 柄径(D) | 全长(L) | |
| 0.4 | 0.05-0.05 | 0.5 | 3 | 31 | |
| 0.5 | 0.05-0.05 | 0.6 | 3 | 31 | |
| 0.6 | 0.05-0.05 | 0.7 | 3.5 | 36 | |
| 0.7 | 0.05-0.05 | 0.8 | 3.5 | 36 | |
| 0.8 | 0.05-0.05 | 0.9 | 4 | 36 | |
| 0.9 | 0.05-0.05 | 1 | 4 | 36 | |
| 1 | 0.05-0.05 | 1.2 | 4 | 36 | |
| 1.2 | 4 | 100 | |||
| 1.2 | 0.05-0.05 | 1.4 | 5 | 42 | |
| 1.5 | 0.05-0.05 | 1.8 | 5 | 42 | |
| 1.8 | 5 | 100 | |||
| 1.8 | 5 | 150 | |||
| 1.8 | 5 | 200 | |||
| 2 | 0.08-0.08 | 2.4 | 5 | 42 | |
| 2.4 | 6 | 100 | |||
| 2.4 | 6 | 150 | |||
| 2.4 | 6 | 200 | |||
| 2.5 | 0.08-0.08 | 3 | 6 | 47 | |
| 3 | 8 | 100 | |||
| 3 | 8 | 150 | |||
| 3 | 8 | 200 | |||
| 3 | 0.08-0.08 | 3.6 | 7.7 | 57 | |
| 3.6 | 10 | 100 | |||
| 3.6 | 10 | 150 | |||
| 3.6 | 10 | 200 | |||
| 3.2 | 0.08-0.08 | 3.8 | 7.7 | 57 | |
| 4 | 0.08-0.08 | 4.8 | 10 | 69 | |
| 4.8 | 10 | 100 | |||
| 4.8 | 10 | 150 | |||
| 4.8 | 10 | 200 | |||
| 5 | 0.12-0.12 | 6 | 11 | 69 | |
| 6 | 12 | 100 | |||
| 6 | 12 | 150 | |||
| 6 | 12 | 200 | |||
| 6 | 0.12-0.12 | 8 | 16 | 90 | |
| 8 | 0.12-0.12 | 10 | 18 | 100 | |
| 10 | 0.12-0.12 | 12 | 18 | 100 | |
| 12 | 0.12-0.12 | 15 | 22 | 110 | |
高速钢空心钻头,又名取芯钻头或开孔器,钻头分类:高速钢钻头,硬质合金钻头,钨钢钻头;削切深度:35MM、50MM、100M;适合钻机:进口的磁座钻、磁力钻、国产磁座钻、磁铁钻、吸铁钻、钢板钻、磁性钻、机床、台钻、座钻等。直径规格:12MM至100MM;钻头主要材质有高速钢类;粉末冶金类;硬质合金类。
钻头轴线要与砂轮面斜出60°的角度。这个角度就是钻头的锋角,此时的角度不对,将直接影响钻头顶角的大小及主切削刃的形状和横刃斜角。这里是指钻头轴心线与砂轮表面之间的位置关系,取60°就行,这个角度一般比较能看得准。这里要注意钻头刃磨前相对的水平位置和角度位置,二者要统筹兼顾,不要为了摆平刃口而忽略了摆好度角,或为了摆好角度而忽略了摆平刃口。
钻头的长度和直径之比越大,其弯曲倾向增加。减小长径比,可以减小挠曲力,从而避免钻头折断和孔径误差加大。较深的孔要求钻头规格有较大的长径比。通常孔深超过3倍直径就是“深孔”,而微钻的孔深一般都要超过这个限度。
电锤钻头规格:6mm,8mmx110mm; 8mmx160mm; 8mm,10mm,12mmx210mm,10mm,12mm,16mm,20mmx450mm。
硬质合金电锤钻主体采用优质合金钢材,刀头 采用硬质合金焊接而成。与各种电锤机配套使用,适用混凝土、砖等硬质建材上钻孔。是建筑、安装行业中用途广、效率高的打孔工具。
电锤钻头套装规格为:5*110mm,6
电锤钻头套装规格为:5*110mm,6*110mm,6*160mm,8*160mm,10*160mm
电锤钻头 圆柄 方柄
6MM 8MM 10MM 12MM 14MM 16MM-28MM为穿墙钻 长度为350MM16MM 18MM 20MM 22MM 25MM 28MM
钻头种类
A.依构造分类
(1)整体式钻头:钻顶、钻身、钻柄由同一材料整体制造而成。
(2)端焊式钻头,钻顶部位由碳化物焊接而成。
B.依钻枘分类
(1)直柄钻头:钻头直径于ψ13.0mm以下,皆采用直柄。
(2)锥柄钻头:钻头柄为锥度状,一般其锥度均采用莫氏锥度。
C.依用途分类
(1)中心钻头:一般用于钻孔前打中心点用,前端锥面有60°、75°、90°等,车床作业时为了用尾座支,持应该用60°中心钻与车床尾座顶心60°相配合。
(2)麻花钻头: 为工业制造上使用最广泛的一种钻头,我们一般使用的就是麻花钻头。
(3)超硬钻头: 钻身之前端或全部以超硬合金刀具材料制成,使用于加工材料之钻孔加工。
(4)油孔钻头: 钻身有两道小孔,切削剂经此小孔到达切刃部份,以带走热量及切屑,使用此钻头一般工作物旋转,而钻头静止。
(5)深孔钻头:最早用于枪管及石包管之钻孔加工,又称为枪管钻头。深孔钻头为一直槽型,在一圆管中切除四分之一强的部份以产生刃口排屑。
(6) 钻头铰刀: 为了大量生产之需要,其前端为钻头,后端为铰刀,钻头直径与铰刀直径只差铰孔之裕留量,也有钻头于螺攻丝混合使用,故又称为混合钻头。
(7)锥度钻头: 当加工模具进料口时,可使用锥度钻头。
(8)圆柱孔钻头: 我们称其为沉头铣刀,此种钻头前端有一直径较小之部分称为道杆。
(9)圆锥孔钻头: 为钻削圆锥孔之用,其前端角度有90°、60°等各种,我们使用的倒角刀就是圆锥孔钻头的一种。
沧州五森管道设备有限公司 隔热管托 20190214
扫一扫,加微信










