商务部电话:15931706007
前言
管道燃气利及千家万户,它的安全运行也涉及广大民众的安全,因此,燃气管道的设计及安装质量尤为重要,不能有丝毫马虎。目前,我市部分设计和施工人员针对燃气管道位移补偿的问题不够重视,只要遇到伸缩缝,不考虑最大位移量,管道在伸缩缝处煨两个弯就认为可以了,更有甚者,拐几个弯焊几个弯头就应付了事。这种轻率的做法导致的直接结果将是:当管道无法满足位移补偿要求时,钢管某个焊口或薄弱点会因受力产生裂纹而漏气,从而发生安全事故,危及人民生命财产的安全。本文根据目前存在的问题提出燃气管道位移补偿、补偿量的确定及方形补偿器选型、制作与安装的有关问题,以供同行参考。
2 管道位移量△X
根据我市燃气管道安装及运行的现状,需要考虑管道位移补偿的因素如下:
(1)由于气温变化引起金属材料热胀冷缩而产生的位移补偿;
(2)由于基础(地基)不均匀沉降,管道受外力作用引发的位置变化的补偿;
(3)管道通过建筑结构伸缩缝时,由于结构主体热胀冷缩而引发的管道位移补偿。
上述(1)项,由于我市气温变化较小,日温差与年温差均在材料许用应力的温差范围内(碳钢管许用应力范围内允许温度变化值为(△t=48℃)。因此我市燃气管道的安装通常不考虑由于气温变化而引起的位移补偿。
而上述(2)、(3)项引起的管道位移量△X,是燃气管道的外加位移量,这些位移量的补偿是我市燃气管道设计和施工安装中所必须面对并解决的重要问题。但目前部分设计和施工人员并未考虑这些位移量△x,或凭空想出来,没有充分征求大楼结构设计等人员的意见,随便处理应付了事,这是不对的。正确的应是由有关方面向燃气管道的设计、施工单位提供楼宇的最大位移量,然后由燃气专业人员确定管道需满足的位移量。例如由于结构主体热胀冷缩引起的位移量应由结构设计方提供建筑结构主体水平方向的最大伸缩量,该量通常可视为燃气管道设计的管道水平方向位移量△X;由于基础不均匀沉降引起的燃气管道位移量△X,则应由建设单位综合地质、基础施工、基坑回填等多种状况,向燃气管道设计单位提交可能出现的不均匀沉降量,由燃气管道设计单位依此确定管道的总位移量△X。
3 管道位移量的补偿方法
管道位移量的补偿方法可分为如下两种。
3.1自然补偿法
凡是利用管道本身某一管段的弹性变形,来吸收另一管段的位移变形的方法,称为自然补偿法。两段以任意角度相连的直管,均有自然补偿的能力。如图1
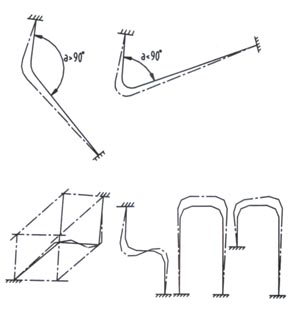
图1 各种自然补偿法
燃气管道的位移量△X,应尽量利用管道的弹性进行自然补偿。管道自然补偿能力的计算,可根据下式:
△X=a·L·△t (1)
式中:a一管道材料线膨胀系数m/m·℃;
L一两固定点之间管道长度m;
△t一工作温度与安装温度之差℃。
在已知位移量△X情况下,求出温差△t。然后按管道热补偿计算办法来计算出该管道的自然补偿能力是否满足位移量△X的要求。
3.2补偿器补偿法
当管道上的位移量△X不能自然补偿时,就必须采用补偿器来补偿。补偿器也叫膨胀节。通常可分为回折弯式补偿器、波形补偿器和填料函式补偿器三种。由于填料函式补偿器一般不用于燃气钢管上,故本文不作介绍。
(1)回折弯式补偿器
将直管弯曲成一定的几何形状,便是回折弯式补偿器,常用的形状有方形和园形(图2)。
回折弯式补偿器的优点是:制作方便,工作可靠,补偿能力大(通常可达400mm);作用在固定点上的轴向力甚小。其缺点是:尺寸大,不能安装在狭窄部位;流体阻力大;变形时,两端的法兰和管道会受力至弯曲。
在管径相同时方形比园形制造方便,成本低,挠性大25-30%。
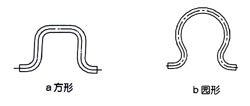
图2 回折弯式补偿器
(2)波形补偿器
波形补偿器(图3)的特点是:结构紧凑,但制造困难,补偿能力小(每个波只能补偿5~10mm),轴向推力大,流体阻力比回折弯式补偿器小。
我市燃气管道安装普遍使用方形回折弯式补偿器。
(以下称方形补偿器)
4 方形补偿器选型
方形补偿器已有建工部系列,见图4,各个补偿器尺寸大小及最大补偿量可查阅有关标准系列。
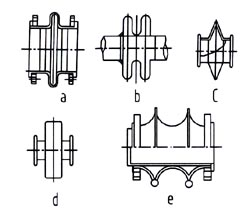
a—单波形;b—双波形;c—盘形;d—鼓形;e—内凸形
图3 波形补偿器
设计单位应依据管道位移量及现场安装位置的具体情况综合考虑,对照标准系列选用,不可以千篇一律,套用一个固定模式,明知现场无法安装而照画上去,把难题留给施工人员。

图4方形补偿器
5 方形补偿器的制造
方形补偿器选型确定后即可按图4及有关标准系列数据进行制造。方形补偿器由管子煨制而成,尺寸较小的可用一根管子煨制,大尺寸的可用二根或三根管子煨制。由于补偿器工作时,其顶部受力最大,因而顶部应用一根管子煨制,不允许焊口存在。其煨制工艺有冷弯及热弯两种。
(1)冷弯制造
钢管的冷弯可在平台上采用手动弯管器式弯管机进行。弯管机的胎膜应符合钢管的外径和弯曲半径。用弯管机应比规定角度多3°—5°。
(2)热弯制造
钢管在加热状态下弯曲称为热弯,热弯分为无折皱充砂弯管和有折皱不充砂弯管。方形回折弯式补偿器通常采用无折皱充砂弯管。其主要工序包括划线、充砂、加热、弯管、冷却和热处理等工序。各工序均对弯管质量至关重要,应切实按工艺操作规程进行。弯管时常见缺陷及原因见表1。
表1 常见缺陷及原因
|
缺陷 |
产生原因 |
|
局部凹凸,折皱 |
1、加热不均匀或浇水不当,使内侧温度过高 |
|
椭圆度过大 |
1、弯曲半径太小 |
|
管壁减薄太多 |
1、弯曲半径太小 |
|
裂纹 |
1、钢管材质不合适 |
|
离层 |
钢管材质不合格 |
方形补偿器制造完成后其中心线尺寸应满足标准系列所列尺寸要求。其弯管处管壁表面不得有裂纹、金属分层、过烧等缺陷。其壁厚的减薄量、弯曲半径、椭圆度,弯曲部分波浪度及几何尺寸偏差值不应超过表2、表3的规定。
表2 弯管的允许偏差
|
弯管方法 |
最小弯曲半径 |
弯后管壁减薄量 |
弯曲部分隋圆度 |
弯曲半径偏差 |
弯曲角度 |
||
|
D≤150 |
D>200 |
D≤200 |
D>250 |
偏差 |
|||
|
热弯弯管 |
2.5D |
≯10%S |
≯40%D |
≯3.5%D |
±10%D |
±20%D |
±0.5° |
|
冷弯弯管 |
4D |
||||||
|
折皱弯管 |
2.5D |
||||||
|
焊接弯管 |
1.5D |
||||||
注:D为管子直径mm;S为管子壁厚,mm。
表3 弯曲部分波浪度允许偏差

注: 单位为mm。
6 方形补偿器安装
6.1垂直管道上的方形补偿器安装
这种补偿器通常是为了解决基础不均匀沉降而设置的。其安装位置宜选在地面与上升立管阀之间,其主要目的是除满足补偿因不均匀沉降产生的位移外,还应避免因基础沉降不均匀造成对上升立管阀门的破坏。在此情况下上升立管阀门安装位置将会抬高,引起上升立管阀操作不便,但可采取其他方式如设置阀门操作平台等方法解决。其固定支架应设置在阀门下方与补偿器之间。
6.2水平管道上的方形补偿器安装
这种情况通常是在燃气管道通过天面(或裙楼屋面)的结构伸缩缝时。其安装位置通常应满足如下条件:
(1)补偿器平面应与直管段位于同一平面上。
(2)补偿器中心应与伸缩缝中心线位于同一垂直线上。
(3)应在方形补偿器的两侧各设置一个固定支架。支架位置及形式应由设计选定。
7 结束语
正确对待燃气管道补偿器的有关问题,应首先根据楼宇结构设计人员或建设单位提供的最大位移量,从而确定燃气管道需达到的位移补偿量,然后根据现场具体安装位置,综合考虑各因素选用管道补偿器,最后对照标准系列数据认真制作和安装,严把质量关,这样才能确保我们的管道安全运行。
扫一扫,加微信










