SA335P91钢是一种改进型的9Cr-1Mo钢,是由美国橡树岭国家实验室和美国燃烧公司研究开发的,它是一类在9Cr-1Mo钢基础上加入了V、Nb、N、Ti、Al合金元素的改进型的新钢种。由于该钢种具有良好的抗高温氧化和抗蠕变性能,同时热强性好,能有效地减轻结构自重,因而近几十年应用在美、欧、日等发达国家的电站设备中。我国也从20世纪90年代中期引进了该钢种,并应用于十余座火力发电厂中,但由于P91钢属马氏体钢,具有一定冷裂倾向和接头脆化倾向,因而对焊接工艺和热处理工艺有严格的要求,操作技术上也有一些特点。
1 焊接材料及方法
(1)P91钢管规格为¢325.5mm×29.5mm,焊接材料由AEC提供,包括¢2.4mm的CM-91G焊丝,¢3.2mm和¢4.0mm的CROMOCORD9M焊条,熔敷金属化学成分见表1。
(2)焊接工艺为手工钨极氩弧焊打底,电弧焊盖面,管内壁充氩保护。接头形式为双V形坡口对接焊缝,该坡口扩大了底层的焊接空间,易于焊丝摆动,熔合良好,使熔滴准确到位并焊透,以保证背面成形的均匀性。
2 焊接加热规范
根据国外有关资料介绍,P91钢除TIG焊外,其他工艺,不论材料厚度多少,预热温度都需要至少200℃,而对TIG焊来说,由于其非常低的扩散氢含量,预热温度可以放宽至100-150℃左右,最高层间温度一般限制在300℃左右,这样可以保证每道焊缝都转变为马氏体组织,从而在下一道焊缝的热循环下都得到部分回火。
焊后热处理温度的选择也有一些限制因素:这一温度须高于各种标准所规定的最低温度,即高于730℃,在实际操作中,为使焊缝金属获得足够的回火,实际的处理温度明显需要高于这一水平(但不超过780-790℃)。实际焊接施工中,经755℃保温2-3h的热处理,可得到满意的冲击韧性,而且也保证了整个焊接接头区的硬度低于300HV,焊缝金属硬度一般为2402-280HV。
预热是反之再热裂纹和冷裂纹的有效手段。德国标准规定预热和层间温度应在180-250℃,不要超过350℃,焊后热处理之前,必须将材料冷却到150℃以下,应力较大时,冷去温度不要低于100℃。如果在室温下冷却,应严禁潮湿。采用150-350℃的预热温度,有利于焊工的操作,保证打底的质量。同时,还可以适当降低焊接电流,避免出现弧坑裂纹,并有利于防止冷裂纹和再热裂纹。但当预热温度低于280℃时,焊条熔化时有“噼啪”声,熔池变得不稳定。焊后缓慢降温到100-150℃,保温1h,热处理后可以获得良好性能的焊接接头,这对于以后高温长时间运行的组织稳定性是有好处的。
为了尽可能降低焊接残余应力,应采用较高的温度,但温度过高,有可能降低钢材的抗拉强度,破坏钢材的原有组织和性能,促使碳化物的聚集和长大。为得到合适的硬度和良好的韧性,我们选择750-770℃的焊后热处理温度,从实际情况看,是可行的。
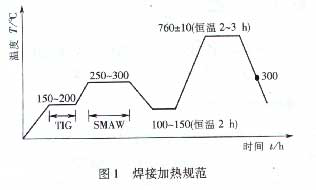
综合分析以上因素,最终确定的加热规范如图1所示,科技术要求如下:
(1)升、降温速度≤160℃/h。
(2)温度再300℃以下可不予控制。
(3)焊后若来不及进行热处理,则应立即进行脱氢处理,处理温度为300-350℃,恒温2h。
3 焊接工艺参数
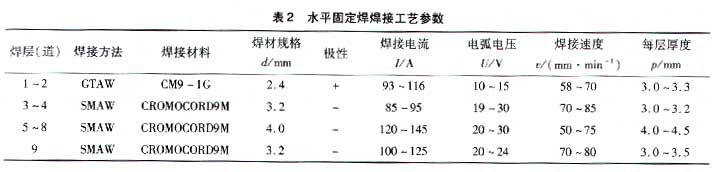
(1)水平固定,其焊接工艺参数见表2。
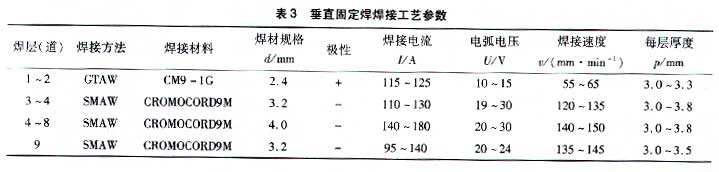
(2)垂直固定,其焊接工艺参数见表3。
4 焊接操作工艺
4.1 双层TIG打底焊
采用双层TIG焊打底,这样做一是因为TIG打底一层时焊层较薄会导致击穿,影响根层焊缝质量;二是因为TIG焊第二层时能降低对第一层背面焊缝的氧化程度。应注意,第一层打底时,应边打底边揭开充氩保护胶布,以防止空气进入焊后内部影响打底质量。
4.2 合理控制管内保护氩气流量
P91钢根层焊接存在较大的表面氧化问题,因此必须采取管内充氩保护措施。一方面要合理控制氩气流量,大径管一般控制再20-30L/min为宜;另外要使管内氩气有流动性以提高保护气Ar纯度,从而再次降低焊接接头的热输入量。考虑到焊接根部第二道焊缝时对第一道焊缝的高温氧化影响,内保护气一直持续到第二道焊缝焊完。
4.3 多层多道焊
采用多层多道焊不仅可以控制焊接线能量,而且,后层焊道对前层的热处理能细化晶粒,改善接头性能。
4.4 双人焊接操作
大径厚壁P91管均应采用双人焊接,打底时一人焊接,一人从另一侧进行监视打底焊情况,如图2所示。
通过实际操作试验发现,由于母材、焊材的合金元素含量高,液态金属的流动性较差,因此焊接时应特别注意以下几点:
(1)焊条必须按照说明书中规定的300-350℃保温2h烘焙,以保证焊条的干燥性。
(2)由于液态金属流动性差,安装对口时应适当加大对口间隙(3-4mm),打底时,焊接电流应适当,以保证根部焊接质量。
(3)焊条的引弧电流过小,易粘焊条;但焊接电流过大,则造成熔池不清,易形成夹渣缺陷。因此,选择适当的焊接电流是保证焊接质量的关键。
(4)由于P91钢易出现冷裂纹和弧坑裂纹,因此焊接时应注意降弧坑填满,可以采用逐渐减小电流或采用断弧叠加法收弧。
(5)该焊条的焊渣不易清理,应注意层间清理,特别是接头部位,必要时采用砂轮机打磨,以保证接头质量。
(6)每层焊道不可过厚。
5 焊接工艺评定结果
P91钢最容易产生的缺陷是夹渣,主要分布于坡口边缘,主要是由于清渣不彻底造成。当焊条烘干不好时,出现焊接缺陷的可能性会进一步加大。
焊接接头的抗拉强度为656-691MPa,延伸率为25%-27%,均超过了规定的标准。冷弯试验的16个试样,除2个试样有横向裂纹外(在弯曲到50℃以后出现的缺陷),其余的14个试样的弯曲试验满足了要求。冲击韧性的值由于受缺口部位加工精度的影响,其冲击韧度为70-90%J/cm2。
P91钢的焊态硬度为300-330HB,热处理后的焊缝硬度 为240-250HB。但从热处理后的实际情况看,焊缝硬度主要分布在180-240HB。